時間:2017-10-16 11:12:53來源:網絡轉載
摘要:數控機床是一種高精度、高效率的自動化機床,基于PLC的數控機床電氣控制系統是數控機床的發展趨勢。通過探討數控銑床電氣控制系統的設計,研究提高數控機床安全可靠性、加工精度及生產率的方法,以期為PLC在數控機床中的進一步應用提供參考。
數控機床是一種高精度、高效率的自動化機床,具有典型的機電一體化系統。PLC在數控機床中的應用是機床發展的必然趨勢,既能提高機床的自動化水平,又能提高機床的加工精度和可操控性。本課題以數控銑床為例,探討數控機床的電氣控制技術與設計方法。
1、數控系統概述
數控機床電氣控制系統由數據傳輸裝置、數控系統、PLC可編程邏輯控制器、主軸驅動系統組成。數據輸入裝置的功能是將指令信息和各種應用數據輸入數控系統。數控系統是數控機床的中樞,它將接到的全部功能指令進行解碼、運算,然后有序地發出各種需要的運動指令和各種機床功能的控制指令,直至運動和功能結束。PLC可編程邏輯控制器是機床各項功能的邏輯控制中心,它將來自CNC的各種運動及功能指令進行邏輯排序,使其能夠準確地、協調有序地安全運行;同時將來自機床的各種信息及工作狀態傳送給CNC,使CNC能及時準確地發出進一步的控制指令,如此實現對整個機床的控制。PLC控制軟件多集成于數控系統中,而PLC硬件在規模較大的系統中往往采取分布式結構。主軸驅動系統接受來自CNC的驅動指令,經速度與轉矩(功率)調節輸出驅動信號,驅動主電動機轉動。
2、數控銑床電氣控制系統
數控銑床電氣控制系統主要是通過PLC與CNC的集成采取軟件接口實現的,一般系統都是將二者間各種通信信息分別指定固定的存放地址,由系統對所有地址的信息狀態進行實時監控,根據各接口信號的現時狀態加以分析判斷,據此作出進一步的控制命令,完成對運動或功能的控制。
2.1系統總體結構
整個控制系統由CNC計算機數控系統和強電柜兩部分組成。CNC計算機數控系統是一個專用的數控裝置,由CNC系統、輸入/輸出接口、驅動單元和執行機構組成,是控制系統執行加工的核心。強電柜由動力電路、控制電路和可編程控制器CNC組成。系統結構框圖如圖1所示。
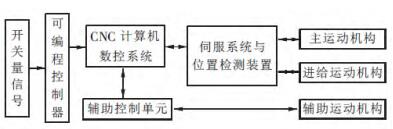
圖1電氣控制系統結構框圖
2.2系統強電回路
系統強電回路由電源部分、伺服強電、主軸強電、冷卻電機強電、備用電源組成(如圖2所示)。強電控制是介于數控裝置和機床機械、液壓部件之間的控制系統,其主要作用是接收數控裝置輸出的主軸變速、換向、啟動或停止,刀具的選擇和更換,分度工作臺的轉位和鎖緊,工件的夾緊或松開,切削液的開或關等輔助操作的信號,經必要的編譯、邏輯判斷、功率放大后直接驅動相應的執行元件(如電器、液壓、氣動和機械部件等),完成指令所規定的動作,從而實現數控機床在加工過程中的全部自動操作。電源部分按照系統總功率、總電流選擇空氣開關。伺服強電給伺服電源模塊供電,由交流控制回路進行控制。主軸強電給主軸電源供電,控制主軸電機。冷卻電機強電由PLC進行控制。
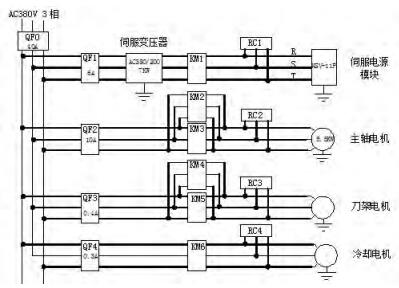
圖2強電回路圖
2.3系統控制回路
系統控制回路主要由電源回路、交流控制回路、直流控制回路組成。
1)電源回路(如圖3所示)主要給控制部分提供交流和直流電源,保證系統安全供電。在電源回路中,將強電電源通過控制變壓器進行轉換,獲得控制回路需要的220V交流電及24V直流電。如果系統CNC模塊及控制面板開機后不能正常啟動,首先排除電源部分是否正常,之后檢查各接口電路。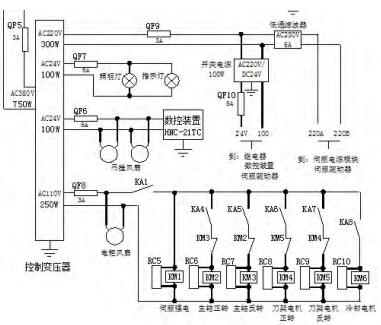
圖3電源回路圖
2)交流回路(如圖4所示)利用接觸器的得電、失電,從而控制強電回路伺服模塊、主軸電機等得失電。在交流回路中,要利用PLC編程指令控制中間繼電器得電,進一步控制接觸器,所以PLC在其中發揮核心作用。
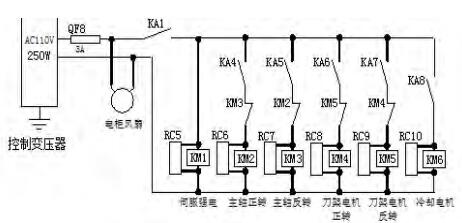
圖4強電控制回路
交流控制回路中的刀具加緊、主軸冷卻、主軸潤滑、Z軸抱閘等控制回路,也是通過PLC控制信號進行控制的(如圖5所示)。
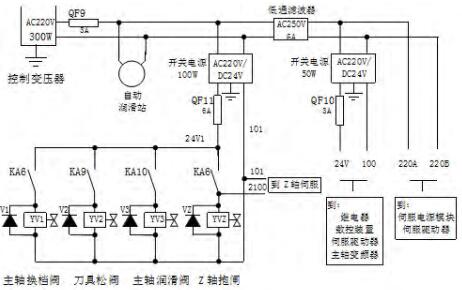
圖5主軸夾緊控制回路
3)直流控制回路(如圖6所示)由于中間繼電器一般由24V電源驅動,其利用PLC信號控制中間繼電器組,從而控制接觸器動作順序。3PLC輸入輸出控制系統PLC具有可靠性高、抗干擾能力強,建造工作量小、維護方便,體積小、質量輕,能耗低等顯著特點,運用PLC控制數控機床已越來越成為一種趨勢。
3.1數控機床PLC控制過程
首先確定PLC輸入、輸出信號,確定哪些機床信號(如按鈕、行程開關、繼電器觸點、無觸點開關的信號等)需要輸入給PLC,哪些信號(如繼電器線圈、指示燈及其他的執行電路)需要從PLC輸出給數控機床,從而計算出對PLC的輸入、輸出線數目以及IO地址分配。
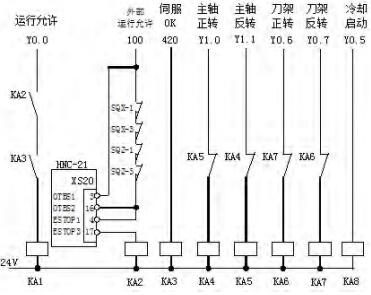
圖6直流控制回路
3.2PLC輸入輸出信號
PLC系統輸入輸出信號如圖7所示。利用系統輸入輸出IO分配,控制相應動作。輸入信號包括刀具換刀、刀具夾緊、氣壓報警、坐標軸回零、坐標軸正負限位信號、主軸速度到達信號、外部運行允許信號等。根據程序控制輸出信號,也可以按照控制需要對程序進行修改,改變輸出信號或IO分配。輸出信號包括刀具正反轉、刀具換刀位、主軸使能、冷卻開、伺服使能、伺強電允許、主軸松緊等,輸出信號也可以擴展。
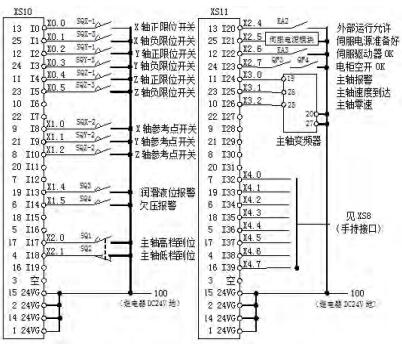
圖7PLC輸入輸出信號
圖8為華中數控系統設計總體框圖,圖中反映了輸入、輸出接口連接方式。
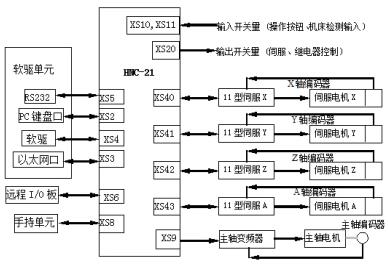
圖8數控系統總體框圖
4、數控系統常見故障分析
為了預防或避免數控機床在加工過程中對操作人員、機床本身及加工工件造成傷害或損傷,通常需要對急停和超程進行處理。急停按鈕用于當數控系統或數控機床出現緊急情況時,需要使數控機床立即停止運動或切斷動力裝置(如伺服驅動器等)的主電源。當數控系統出現自動報警信息后,必須按下急停按鈕;待查看報警信息并排除故障后,再松開急停按鈕,使系統復位并恢復正常。數控系機床的急停和超程保護硬件控制回路如圖9所示。
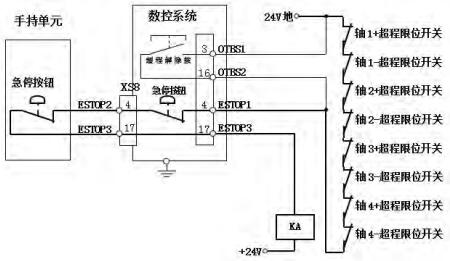
圖9急停和超程保護硬件控制回路圖
如果機床一直處于急停狀態,不能復位,有以下幾個方面原因:1)電氣方面的原因,如急停回路斷路、限位開關損壞、急停按鈕損壞等。2)系統參數設置錯誤,使系統信號不能正常輸入輸出或復位條件不能滿足引起的急停故障;PLC軟件未向系統發送復位信息。應檢查KA中間繼電器;檢查PLC程序。3)PLC中規定的系統復位所需要完成的信息未滿足要求,如伺服動力電源準備好、主軸驅動準備好等信息。應檢查電源模塊;檢查電源模塊接線;檢查伺服動力電源空氣開關。4)PLC程序編寫錯誤。
5、結語
本課題設計的電氣控制系統采用PLC對數控銑床刀具正反轉、主軸夾緊、主軸冷卻等進行控制,使機具靈活性和可靠性得到提高。通過對PLC數控機床在機械部分和電氣控制系統方面的改造,提高了生產率,實現了數控機床的自動化。
通過介紹數控銑床電氣控制系統,說明PLC在數控系統中的重要作用。隨著數控技術的發展,PLC邏輯處理功能越來越完善,CNC數控模塊必須與PLC控制模塊協同配合,才能最大限度地發揮PLC的精確控制能力。
標簽:
![]()
中國傳動網版權與免責聲明:凡本網注明[來源:中國傳動網]的所有文字、圖片、音視和視頻文件,版權均為中國傳動網(www.siyutn.com)獨家所有。如需轉載請與0755-82949061聯系。任何媒體、網站或個人轉載使用時須注明來源“中國傳動網”,違反者本網將追究其法律責任。
本網轉載并注明其他來源的稿件,均來自互聯網或業內投稿人士,版權屬于原版權人。轉載請保留稿件來源及作者,禁止擅自篡改,違者自負版權法律責任。
產品新聞
更多>
2025-06-06

2025-05-19

2025-04-30

2025-04-11

2025-04-08

2025-03-31












 網站客服
網站客服 粵公網安備 44030402000946號
粵公網安備 44030402000946號