時間:2018-03-12 10:25:52來源:網絡轉載
1引言
隨著機械加工精度和效率要求的日益提高,plc正迅速地應用于機械加工設備的自動化控制系統中[1~5]。plc可靠性高、抗干擾能力強、系統組合靈活方便、編程語言簡單易懂、對生產工藝適應性強。
du型組合機床是對某特定工件,進行特定加工的一種高效率的,自動化控制專用加工設備。其繼電器接觸器控制系統,接線復雜,故障率較高,可靠性較差。應用plc對其進行技術改造,可以把機械加工設備的功能、效率、柔性提高到一個新的水平,提高產品的加工質量、生產效率,降低設備故障率,其經濟效率顯著。
2系統工藝簡介及操作
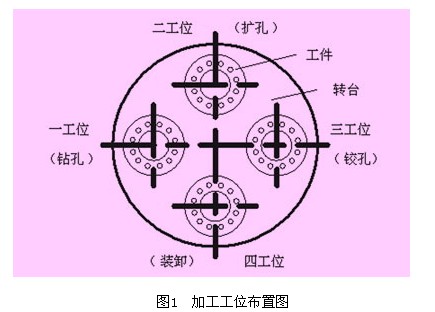
du型組合機床由液壓動力頭和液壓回轉工作臺組成。其立式動力頭共有四個工位,分別為鉆孔、擴孔、鉸孔和裝卸工件用,如圖1所示。
本機床的自動工作循環為:回轉臺抬起-回轉臺回轉-回轉臺反靠-回轉臺夾緊-動力頭快進-動力頭工進-延時停留-動力頭快退。
2.1回轉工作臺液壓系統
如圖2所示,液壓回轉工作臺靠控制液壓系統的油路來實現工作臺轉位動作。其轉位動作為:自鎖銷脫開及回轉臺抬起-回轉臺回轉及緩沖-回轉臺反靠-回轉臺夾緊。
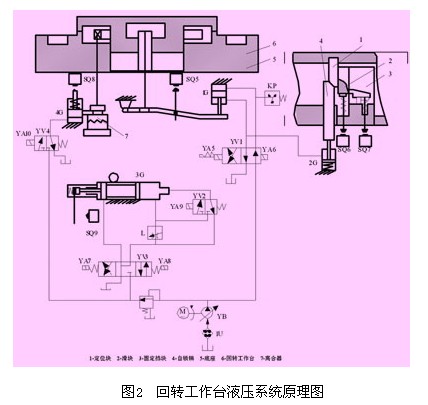
(1)自鎖銷脫開及回轉臺抬起:動力頭在原位時(限位開關sq1被壓動),按回轉按鈕sb4,電磁鐵ya6通電。將電磁閥yv1的閥桿推向右端,將液壓泵的壓力油送到夾緊液壓缸1g,使其活塞上移抬起回轉臺。同時經閥yv1的壓力油也送到自鎖液壓缸2g,活塞下移使自鎖銷脫開。
(2)回轉臺回轉及緩沖:回轉臺抬起后,壓動開關sq5,ya7通電,電磁閥yv3的閥桿被推向右端,壓力油送到回轉液壓缸3g的左腔,而右腔排出的油經閥yv2和yv3流回油箱。因此活塞右移,經傳動機構使回轉臺回轉。當轉到接近定位點時,定位塊1將滑塊2壓下,從而壓動了sq6,ya9通電,使液壓缸3g的回油只能經節流閥l流回油箱,回轉臺變為低速回轉。
(3)回轉臺反靠:回轉臺繼續回轉,使定位塊1離開滑塊2,限位開關sq6恢復原位,ya7斷電,同時ya8通電,yv3的閥桿左移。壓力油經yv1和節流閥l送至回轉液壓缸3g的右腔,使回轉臺低速反靠。此時定位塊的右端面將通過滑塊靠緊在檔鐵的左端面上,達到準確定位。
(4)回轉臺夾緊:反向靠緊后,通道杠桿壓動限位開關sq7,使ya6通電,使yv1閥桿向左移,液壓缸1g將回轉臺向下壓緊在底座上。液壓缸2g因已接至回油路,自鎖銷4被頂起使定位塊1鎖緊。當轉臺夾緊力達到一定數值,壓力繼電器kp動作,ya8、ya9斷電,閥yv3回到中間位置,這時3g的左、右油腔都接至回油路使回轉液壓缸卸壓。ya10通電,使yv4閥桿右移,通過液壓缸4g使離合器7脫開。
(5)離合器脫開后的狀態:液壓缸4g的活塞桿壓動限位開關sq8,ya9斷電,ya8通電,回轉液壓缸活塞退回原位,杠桿壓動限位開關sq9,動作的電器均斷電,ya10斷電使離合器重新接合,系統恢復到初始狀態,以備下次轉位循環。
2.2動力頭液壓線路
動力頭是既能完成進給運動,又能同時完成刀具切削運動的動力部件,其液壓系統如圖3所示。
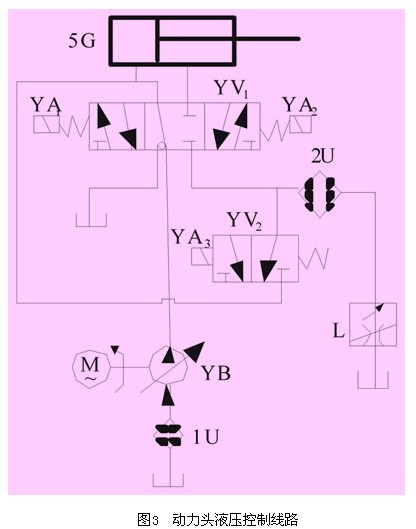
其自動工作循環為:動力頭快進-工作進給-延時-快速退回原位。
(1)動力頭原位停止:液壓缸5g帶動動力頭做前后運動。當電磁鐵ya1、ya2、ya3都斷電時,電磁閥yv1處于中間位置,動力頭在原位停止不動,此時限位開關sq1由擋鐵壓動。
(2)動力頭快進:把轉換開關s1選在自動位置。當回轉臺夾緊,回轉液壓缸活塞返回原位,電磁鐵yal、ya3通電。動力頭做快速向前運動。
(3)動力頭工進:在動力頭快進過程中,當擋鐵壓動限位開關sq3時,ya3斷電,動力頭工作進給。
(4)動力頭快退:當動力頭工作進給到終點后,擋鐵壓動開關sq4,ya1和ya3斷電,動力頭停止工進。同時開始定時,定時時間到后,ya2得電,電磁閩yv1左移,動力頭快速退回。動力頭退回原位后,sq1被壓動,ya2也斷電,動力頭停止運動。
(5)動力頭點動調整:將轉換開關s1放在點動位置,按動按鈕sb5,使電磁鐵ya1、ya3通電,放松sb5后,ya1、ya3斷電,動力頭立即停止。當動力頭不在原位,需要快退時,按動按鈕sb6,ya2得電,動力頭做快退運動,直到退回原位,sq1被壓下,動力頭停止。停車時按動停止按鈕sbl,接觸器km1、km2和km3都斷電,主電動機m1、液壓泵電動機m2及冷卻泵電動機m3都停止,自動工作循環停止。
3系統設計
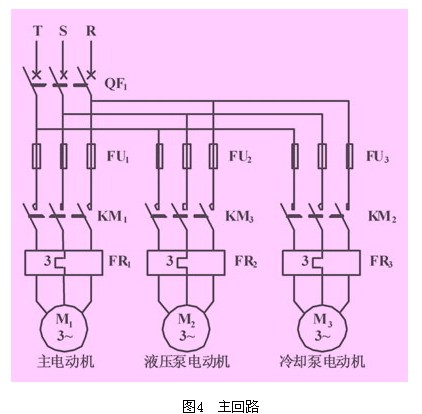
控制系統主回路如圖4所示,m1為主電動機,m2為液壓泵電動機,m3為冷卻泵電動機。由按鈕sb2及sb1控制m1與m2的起、停。開關sa3和sa4為單獨起動ml和m2時的選擇開關。當旋鈕開關s在自動位置時,m3在動力頭工進時自動啟動;s在手動位置時,可由按鈕sb3進行啟動。
plci/o分配如圖5所示。電源接通后,指示燈hl亮,等到液壓泵電動機m2起動后,指示燈才熄滅。電機啟動、停止程序如圖6所示。
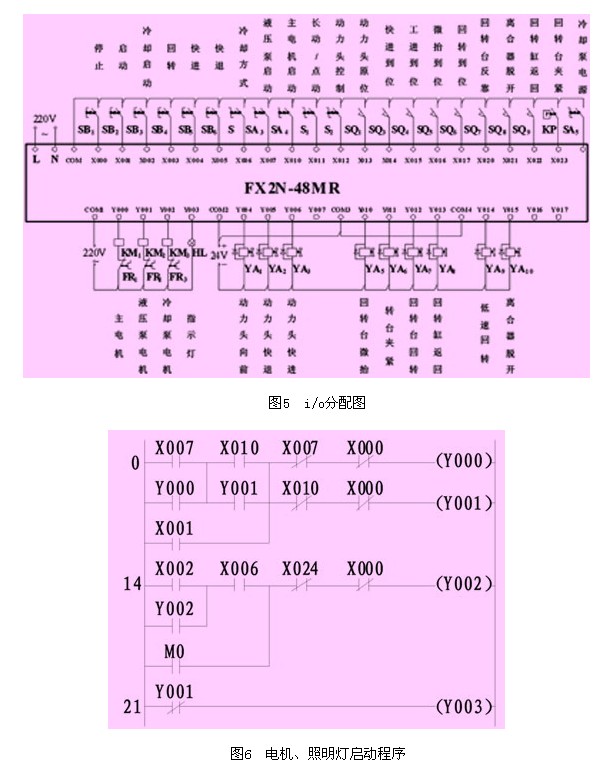
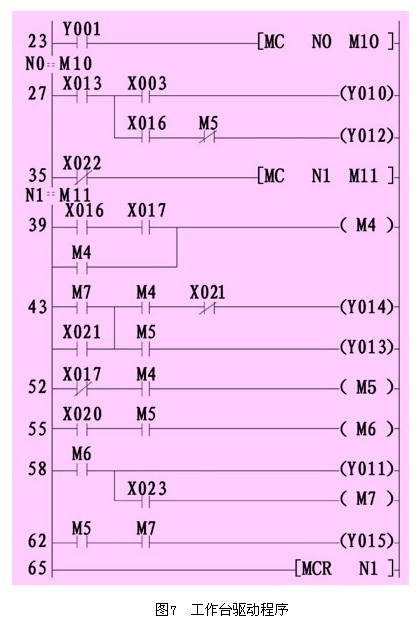
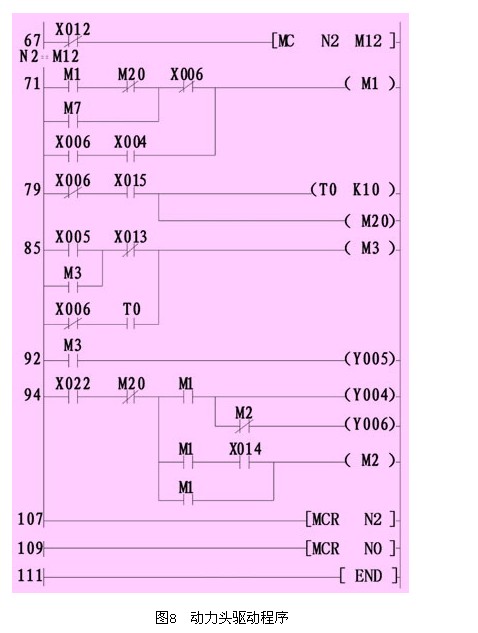
液壓工作臺驅動程序如圖7所示。動力頭驅動程序如圖8所示。常開觸點y001閉合,執行mcn0與mcrn0之間的程序。常開觸點x013閉合,y010得電,工作臺微抬,微抬到位常開觸點x016閉合,y012得電,工作臺回轉。常閉觸點x022閉合,執行mcn1與mcrn1之間的程序。工作臺依次進行反靠、加緊。常閉觸點x012閉合時,執行mcn2和mcrn2之間的程序。動力頭分別進行快進、工進和慢退。程序掃描到指令end,此次掃描結束。
4結束語
本系統改造所采用的可編程序控制器是專為工業控制而研制的一種新型控制器。它即繼承了繼電器接觸器控制系統簡單易懂、操作方便、價格便宜的優點,又結合了計算機功能完備、靈活、通用性好等性能。以其為核心控制器的du型組合機床控制系統得到了大大簡化,具有使用硬件少、系統簡單、維修方便、可靠性高的特點,使產品的質量和生產效率得到很大的提高。
標簽:
![]()
下一篇:鍋爐風機變頻與PLC控制系統設計
中國傳動網版權與免責聲明:凡本網注明[來源:中國傳動網]的所有文字、圖片、音視和視頻文件,版權均為中國傳動網(www.siyutn.com)獨家所有。如需轉載請與0755-82949061聯系。任何媒體、網站或個人轉載使用時須注明來源“中國傳動網”,違反者本網將追究其法律責任。
本網轉載并注明其他來源的稿件,均來自互聯網或業內投稿人士,版權屬于原版權人。轉載請保留稿件來源及作者,禁止擅自篡改,違者自負版權法律責任。
產品新聞
更多>
2025-06-06

2025-05-19

2025-04-30

2025-04-11

2025-04-08

2025-03-31












 網站客服
網站客服 粵公網安備 44030402000946號
粵公網安備 44030402000946號