首é |資訊|產å“|ä¼æ¥|å“牌|商機|技術|專題|è¦–é »|展會|媒體|論壇|下載

 您ç¾åœ¨çš„ä½ç½®ï¼š
ä¸åœ‹å‚³å‹•ç¶²
>
æŠ€è¡“é »é“
>
技術百科
>
基于PLC的二ç¶æ™ºèƒ½å€‰å„²æŽ§åˆ¶
您ç¾åœ¨çš„ä½ç½®ï¼š
ä¸åœ‹å‚³å‹•ç¶²
>
æŠ€è¡“é »é“
>
技術百科
>
基于PLC的二ç¶æ™ºèƒ½å€‰å„²æŽ§åˆ¶
時間:2018-03-21 10:34:46來æºï¼šç¶²çµ¡è½‰è¼‰
1引言
智能倉儲是ç¾ä»£ç‰©æµç³»çµ±ä¸è¿…速發展的一個é‡è¦çµ„æˆéƒ¨åˆ†ã€‚二ç¶å€‰åº«é›†æ©Ÿæ¢°ï¹‘é›»å﹑控制﹑計算機ç‰æŠ€è¡“于一體,具有勞動強度低ã€ç§‘技å«é‡é«˜ã€ç©ºé–“利用率高ã€è²¨ç‰©å˜å–效率高和自動化程度高ç‰å„ªé»žã€‚而plc功能強大,å¯é 性高,抗干擾能力強,ç¶ä¿®æ–¹ä¾¿ï¼Œæ˜“于實ç¾æ©Ÿé›»ä¸€é«”化。完全滿足立體倉庫工作環境和控制系統的è¦æ±‚。單個移動è£æ–™é»žå¦‚何å°äºŒç¶æ–™å€‰é€²è¡Œæ™ºèƒ½è£æ–™åœ¨æ—¥å¸¸çš„生產生活ä¸æœ‰å¤šè™•æ‡‰ç”¨ï¼Œå¦‚立體車庫ã€é«˜çˆç¤¦æ§½è£æ–™ã€åŠ 工產å“入庫ç‰ã€‚
2系統分æž
2.1料倉組å•é¡Œ
二ç¶æ–™å€‰çµ„è£è¼‰çµæ§‹å¦‚圖1所示。二ç¶æ–™å€‰è¨æœ‰æ–™ä½æª¢æ¸¬ï¼Œæ©«å‘和縱å‘移動è£æ–™é»žå‡æœ‰ä½ç½®æª¢æ¸¬ï¼Œç§»å‹•è£æ–™é»žå¯æ ¹æ“šæ–™å€‰æ–™ä½(或有無工件)情æ³ç¢ºå®šè£æ–™ï¼Œä¹Ÿå¯æ ¹æ“šåˆ†é¡žæƒ…æ³é€²è¡Œåˆ†é¡žè£æ–™ã€‚ç›®å‰è¼ƒå®¹æ˜“實ç¾çš„控制方å¼æ˜¯æ ¹æ“šæª¢æ¸¬å…ƒä»¶åæ˜ çš„æ–™å€‰æƒ…æ³æˆ–分類情æ³ï¼Œäººå·¥æ“作(é 程或就地æ“作)移動è£æ–™é»žåˆ°é¸å®šè£æ–™ä½ç½®ã€‚但是這種è£æ–™æ–¹æ³•çš„人員æ“作強度大,é¸å€‰éš¨æ„性大,å„料倉是å¦å¯¦ç¾åˆç†åˆ©ç”¨èˆ‡æ“作水平有直接關系,且較容易出錯。
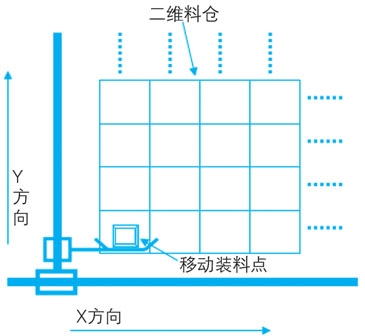
圖1料倉組çµæ§‹
2.2智能è£æ–™é¸å€‰åŽŸå‰‡
如何實ç¾æ™ºèƒ½æ–™å€‰è£æ–™å•é¡Œï¼Œå¾žè€Œé™ä½Žäººå·¥æ“作強度,æ高工作效率åŠç²¾æº–性,實ç¾ç§‘å¸é¸å€‰ã€‚智能é¸å€‰æ ¹æ“šä»¥ä¸‹åŽŸå‰‡ï¼š
(1)料倉滿倉(或已è£å…¥å…ƒä»¶)ä¸è£æ–™ï¼Œå¦‚果在è£æ–™éŽç¨‹ä¸æ–™å€‰å·²æ»¿ï¼Œç§»å‹•è£æ–™é»žè‡ªå‹•å°‹æ‰¾æœªæ»¿(或未è£å…¥å…ƒä»¶)倉è£æ–™ã€‚
(2)料倉未è£æ–™(或未è£å…¥å…ƒä»¶)優先è£æ–™ï¼Œå¦‚果在è£æ–™éŽç¨‹ä¸ï¼ŒäºŒç¶æ–™å€‰çµ„ä¸å…¶å®ƒæ–™å€‰å‡ºç¾ç©ºå€‰ï¼Œå¯ä»¥è¨ç½®æˆç§»å‹•è£æ–™é»žé¦¬ä¸Šç§»å‹•åˆ°ç©ºå€‰ä¸Šè£æ–™(é©ç”¨äºŽç«‹é«”料倉組ä¸ç©ºå€‰å‡ºç¾ä¸é »ç¹çš„情æ³ï¼Œå¯ä»¥ç›¡é‡ä¿è‰æ¯å€‹å€‰ä¸ç©ºå€‰ï¼Œæ高料倉利用率),或者繼續完æˆæœ¬æ–™å€‰è£æ–™(é©ç”¨äºŽç©ºå€‰é »ç¹å‡ºç¾çš„情æ³ï¼Œé€™æ¨£å¯ä»¥é¿å…移動è£æ–™é»žé »ç¹ç§»å‹•ï¼Œæ¸›å°‘è¨å‚™æ耗)。
(3)如果二ç¶æ–™å€‰çµ„ä¸æ²’有出ç¾æ»¿å€‰å’Œç©ºå€‰ï¼Œè£æ–™é †åºå¯ä»¥æ ¹æ“šè¨ç½®çš„優先級別,ä¾æ¬¡ç‚ºç«‹é«”料倉組ä¸æ–™å€‰è£æ–™ã€‚
(4)如果二ç¶æ–™å€‰çµ„ä¸åŒæ™‚出ç¾å¤šå€‹ç©ºå€‰ï¼Œè£æ–™é †åºå¯ä»¥æ ¹æ“šè¨ç½®çš„優先級別,ä¾æ¬¡ç‚ºç«‹é«”料倉組ä¸ç©ºå€‰è£æ–™ã€‚
(5)如果全部料倉è£æ»¿ï¼Œå‰‡åœæ¢äºŒç¶æ–™å€‰çµ„è£æ–™ã€‚
2.3è¨è¨ˆåŽŸå‰‡
按以上原則進行控制,實ç¾äº†æ–™å€‰è£æ–™éŽç¨‹çš„智能化,è¦å¯¦ç¾ä»¥ä¸ŠåŽŸå‰‡ï¼Œæ•¸å¸æ¨¡åž‹æœ‰ä»¥ä¸‹å•é¡Œè¦è§£æ±ºï¼š
(1)è£æ–™é»žçš„自動é¸æ“‡ã€‚在人工é¸å®šè£æ–™é»žçš„情æ³ä¸‹ï¼Œä¸å˜åœ¨è‡ªå‹•é¸æ“‡çš„å•é¡Œï¼Œä½†æ˜¯åœ¨è‡ªå‹•è£æ–™çš„情æ³ä¸‹ï¼Œéœ€è¦æ ¹æ“šè£æ–™é»žçš„é¸æ“‡åŽŸå‰‡å’Œå„ªå…ˆæ¬¡åºï¼Œç¢ºå®šè£æ–™é»žï¼Œè€Œé€™å€‹éŽç¨‹æ˜¯å‹•æ…‹çš„,ä¸åŒçš„時間二ç¶æ–™å€‰çµ„的狀態ä¸åŒï¼Œç³»çµ±å¿…é ˆåšå‡ºæ£ç¢ºçš„決定。
(2)移動è£æ–™é»žçš„控制。確定è£æ–™é»žåŽï¼Œæ ¹æ“šç§»å‹•è£æ–™é»žç¾æœ‰ä½ç½®ï¼Œåšå‡ºåˆ¤æ–·ï¼Œç¢ºå®šç§»å‹•è£æ–™é»žç§»å‹•æ–¹å‘å’Œåœæ¢ä½ç½®ã€‚
é‡å°ä»¥ä¸Šå•é¡Œï¼Œæˆ‘建立了一種二ç¶æ–™å€‰çµ„的智能è£æ–™çš„控制方法,解決了以上å•é¡Œã€‚
3系統實ç¾
智能化立體料倉內å‡è¨ç½®æœ‰æ»¿æ–™ä½hã€ç©ºæ–™ä½l;移動è£æ–™é»žåœ¨è£æ–™ä½ç½®è¨æœ‰ä½ç½®é–‹é—œæª¢æ¸¬w11~wnn。
(1)立體料倉的é¸æ“‡ï¼Œè¨ç½®å¸ƒçˆ¾åž‹è®Šé‡s11~snn,與料倉一一å°æ‡‰ï¼Œç•¶sxy=1時,移動è£æ–™é»žå°‡ç§»å‹•è‡³xè¡Œy列的料倉è£æ–™ã€‚當sxy=0時,移動è£æ–™é»žä¸æœƒç§»å‹•è‡³è©²æ–™å€‰è£æ–™ã€‚唯一時間立體料倉組內åªæœƒæœ‰ä¸€å€‹æ–™å€‰å°æ‡‰çš„sxy=1,確定哪個料倉的sxy=1,就是智能é¸å€‰çš„éŽç¨‹ã€‚å°äºŽå–®å€‹æ–™å€‰ï¼Œsxy值è¨ç½®éŽç¨‹æµç¨‹åœ–如圖2所示[1]。
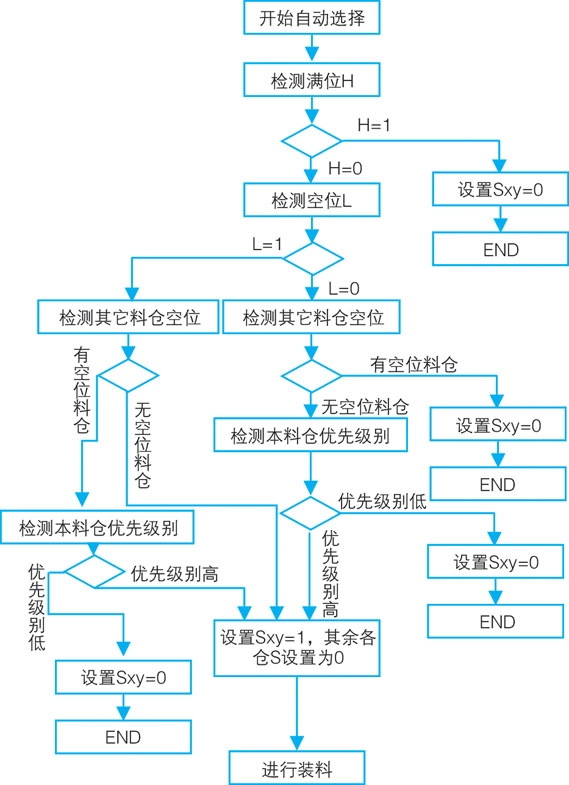
圖2sxy值è¨ç½®æµç¨‹åœ–
圖2所示的æµç¨‹åœ–ä¸ï¼Œend表示在一個掃æ周期了內,本次檢測çµæŸã€‚在plc程åºä¸ç”¨æ¢¯å½¢åœ–來編制控制程åºæ˜¯æ¯”較簡單的,在plc的一個掃æ周期內,å¯ä»¥å°ç«‹é«”料倉組內所有料倉進行一次檢測,先被掃æ的料倉å³ç‚ºç«‹é«”料倉組ä¸å„ªå…ˆç´šåˆ¥é«˜çš„料倉。在é¸æ“‡æ™‚,å¯æ ¹æ“šxæ–¹å‘與yæ–¹å‘çš„ä½ç½®ç¢ºå®šå…¶å…ˆåŽé †åºï¼Œå¦‚:å°æ‡‰çš„sxy值的x+y之和較å°çš„優先級高,當sxy值的x+y之和相ç‰æ™‚,å¯è¨å®šx較å°(亦å¯è¨å®šy較å°)的優先級高。當然,使用別的控制器也å¯ä»¥ç”¨æœ¬æŽ§åˆ¶æ–¹æ³•ä¾†å¯¦ç¾äºŒç¶ç«‹é«”料倉的智能è£æ–™çš„é¸æ“‡ã€‚
(2)確定è£æ–™çš„料倉åŽï¼Œä¸‹ä¸€æ¥æ˜¯å°‡ç§»å‹•è£æ–™é»žç§»å‹•è‡³è¢«é¸å®šçš„è£æ–™å€‰çš„ä½ç½®ã€‚
è¨ç½®èˆ‡æ–™å€‰å€‹æ•¸ç›¸ç‰æ•¸æ“šå¯„å˜å™¨ã€‚æ ¹æ“šä¸Šè¿°å„ªå…ˆç´šåˆ¥å°æ¯å€‹æ–™å€‰é€²è¡Œç·¨è™Ÿï¼Œåˆ†åˆ¥ç‚º1ã€2ã€3……,優先級別的高低按從å°è™Ÿåˆ°å¤§è™ŸæŽ’列。分別將編號數傳入與料倉å°æ‡‰çš„數據寄å˜å™¨ä¸ï¼Œå¦‚優先級別最高的料倉數據寄å˜å™¨ç‚ºd0,將編號1傳入到數據寄å˜å™¨ä¸ã€‚å¦å¤–å†å¢žåŠ 兩個數據寄å˜å™¨ï¼Œä¸€å€‹æ•¸æ“šå¯„å˜å™¨d100(d100為å‰é¢æ–™å€‰æœªç”¨åˆ°çš„數據寄å˜å™¨)用于儲å˜ç•¶å‰æ£åœ¨åŠ 料的料倉編號,å¦ä¸€å€‹æ•¸æ“šå¯„å˜å™¨d101(d101為å‰é¢æ–™å€‰æœªç”¨åˆ°çš„數據寄å˜å™¨)å˜å„²sxy=1的料倉編號。比較這兩個數據寄å˜å™¨å˜å„²çš„編號的大å°ï¼Œå¦‚æžœd100ä¸çš„編號數大于d101ä¸çš„編號數,說明有料倉高于當å‰åŠ 料的料倉優先級的料倉,移動è£æ–™é»žç§»å‹•åˆ°d101ä¸ç·¨è™Ÿå°æ‡‰çš„料倉ä½ç½®ï¼›å¦‚æžœd100ä¸çš„編號數å°äºŽd101ä¸çš„編號數,說明當å‰åŠ 料的料倉高于å¦ä¸€æ–™å€‰å„ªå…ˆç´šçš„料倉,先å°ç•¶å‰åŠ æ–™æ–™å€‰é€²è¡ŒåŠ æ–™ï¼Œç•¶å‰æ–™å€‰åŠ 完åŽå†ç§»å‹•ç§»å‹•è£æ–™é»žå°å¦ä¸€æ–™å€‰é€²è¡ŒåŠ 料;如果d100ä¸çš„編號數ç‰äºŽd101ä¸çš„編號數,說明移動è£æ–™é»žå·²ç¶“移動到è£æ–™å€‰ï¼Œç§»å‹•è£æ–™é»žä¸å†ç§»å‹•ã€‚
移動è£æ–™é»žçš„移動控制是在æ¯å€‹æŽƒæ周期內,å¯ä»¥å°‡ç§»å‹•è£æ–™é»žçš„ä½ç½®èˆ‡é 期ä½ç½®è½‰åŒ–為兩個值進行比較,從而確定移動è£æ–™é»žçš„é‹å‹•è·¯ç·šã€‚
4çµæŸèªž
二ç¶æ™ºèƒ½å€‰å„²æŽ§åˆ¶å¯ä»¥é™ä½Žå‹žå‹•å¼·åº¦ï¼Œæé«˜æ–™å€‰åˆ©ç”¨çŽ‡é«˜ï¼Œå¢žåŠ è£æ–™ç²¾åº¦ï¼Œå¾žè€Œæå‡å·¥ä½œæ•ˆçŽ‡ã€‚æ¤æ–¹æ³•å¯æ ¹æ“šä¸åŒç”Ÿç”¢ä¸çš„實際需è¦ï¼Œä¾†ç¢ºå„ªå…ˆç´šåˆ¥ï¼Œå¯¦ç¾ä¸åŒçš„è£æ–™æ–¹å¼ã€‚這å°é™ä½Žç”Ÿç”¢æˆæœ¬ï¼Œæ高自動化程度是很有æ„義的
標簽:
![]()
ä¸Šä¸€ç¯‡ï¼šé«˜å£“è®Šé »å™¨é …ç›®å°è¡Œæ¥ç™¼å±•çš„...
下一篇:PLCçš„é›™CPU冗余控制實ç¾
ä¸åœ‹å‚³å‹•ç¶²ç‰ˆæ¬Šèˆ‡å…責è²æ˜Žï¼šå‡¡æœ¬ç¶²æ³¨æ˜Ž[來æºï¼šä¸åœ‹å‚³å‹•ç¶²]的所有文å—ã€åœ–片ã€éŸ³è¦–å’Œè¦–é »æ–‡ä»¶ï¼Œç‰ˆæ¬Šå‡ç‚ºä¸åœ‹å‚³å‹•ç¶²(www.siyutn.com)ç¨å®¶æ‰€æœ‰ã€‚如需轉載請與0755-82949061è¯ç³»ã€‚任何媒體ã€ç¶²ç«™æˆ–å€‹äººè½‰è¼‰ä½¿ç”¨æ™‚é ˆæ³¨æ˜Žä¾†æºâ€œä¸åœ‹å‚³å‹•ç¶²â€ï¼Œé•å者本網將追究其法律責任。
本網轉載并注明其他來æºçš„稿件,å‡ä¾†è‡ªäº’è¯ç¶²æˆ–æ¥å…§æŠ•ç¨¿äººå£«ï¼Œç‰ˆæ¬Šå±¬äºŽåŽŸç‰ˆæ¬Šäººã€‚轉載請ä¿ç•™ç¨¿ä»¶ä¾†æºåŠä½œè€…,ç¦æ¢æ“…自篡改,é•è€…è‡ªè² ç‰ˆæ¬Šæ³•å¾‹è²¬ä»»ã€‚
相關資訊
網站簡介|會員æœå‹™|è¯ç³»æ–¹å¼|幫助信æ¯|版權信æ¯|網站地圖|å‹æƒ…éˆæŽ¥|法律支æŒ|æ„見å饋|sitemap
傳動網-å·¥æ¥è‡ªå‹•åŒ–èˆ‡æ™ºèƒ½åˆ¶é€ çš„å…¨åª’é«”â€œäº’è¯ç¶²+â€å‰µæ–°æœå‹™å¹³è‡º
 網站客æœæœå‹™å’¨è©¢é‡‡è³¼å’¨è©¢åª’é«”åˆä½œ
網站客æœæœå‹™å’¨è©¢é‡‡è³¼å’¨è©¢åª’é«”åˆä½œ
Chuandong.com Copyright ?2005 - 2025 ,All Rights Reserved 深圳市奧美大å”廣告有é™å…¬å¸ 版權所有
ç²µICPå‚™ 14004826號 | 營æ¥åŸ·ç…§è‰æ›¸ | ä¸è‰¯ä¿¡æ¯èˆ‰å ±ä¸å¿ƒ |  粵公網安備 44030402000946號
粵公網安備 44030402000946號















